



2017新款双滚筒涂胶机

详细说明
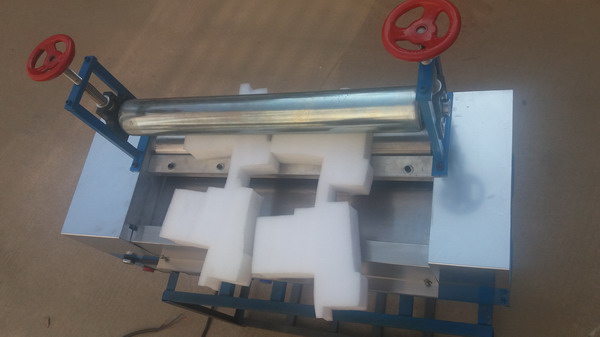








操作使用说明:
1:将二芯电缆线接到220V电源上,
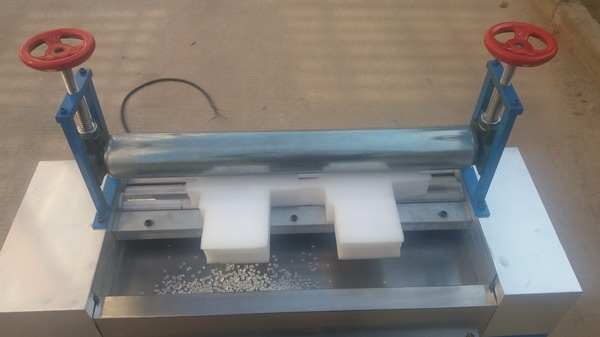
2:打开机箱左侧空气开关;放入胶粒,开始加入半槽胶粒最好,胶粒一定不要选择高粘度胶粒,如果买的胶粒太黏,电机阻力加大,转不动容易烧坏电机。建议买粘度在5000-6500CP胶粒。
3:打开绿色加热开关1,红色加热指示灯---辊筒加热2 ,胶槽加热 6 7变亮;
4:加热后胶槽温控表3--辊筒温控表4开始工作,温控表面板有上下两排数字,上面是显示实际温度,下面是显示设置温度,胶槽温度设置155-178℃,辊筒温度设置145--160℃,辊筒温度一定要比胶槽温度低。胶槽最高温度不超过190℃,辊筒最高温度不超过165℃,
温度过高防止烧坏轴承。冬天胶槽温度可以设置到190℃。夏天胶槽温度可以降到165℃。 加热到设置温度后红色指示灯熄灭,表示停止加热,恒温自动控制,如果长时间不亮或者开机刚开始加热,红色指示灯2,6,7其中有不亮的,表明这部分加热管坏了,要随时更换。
5:一定要等辊筒温度加热到温控表设置温度,没加热到辊筒设置温度,电机没有通电,是不能工作的,这样是为了保护电机不被烧坏。滚筒温度加热到设置温度,蓝色工作指示灯9才能变亮,电机才能通电开始工作。最好再恒温5-10分钟,打开电机调速器5开关,左上角指示灯变亮,顺时调节旋钮调节到滚筒需要转速即可。
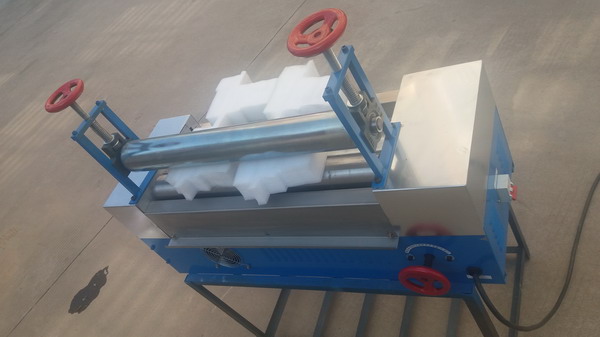
6:加工大片材料,用手轮14调节好上压辊筒12高度,到加工板材厚度负2-3毫米即可, 这样加工板材上胶就比较均匀。
9:上胶厚度调节机体后侧手轮16,调节11刮胶铝板与涂胶辊筒距离,顺时针减少胶量,逆时针增加胶量,按板材要求,调节到需求量为止。如果辊筒表面胶左右厚度不均匀,先调节16手轮顺时针减少到最少胶量后,再松开11长条刮胶板上面5颗螺丝,不要拧掉,松动就可以了,有胶多的那端用锤头 轻轻敲动靠近涂胶滚筒,然后拧紧螺丝就可以了。如果两端有胶。胶槽内热熔胶使用完,剩余也不需要清理这样下次开机加少量胶就很快融化,减少加热时间,提高生产效率。
11:关机时候,一定先停电机,关掉调速器开关,关闭加热开关,再把空气开关停掉。防止下次开机胶没融化烧坏电机。
12:保养注意事项----要1-3个月给链条齿轮加黄油润滑油,检查电源线是否有松动现象。
价格说明
一般情况下:
划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。
未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。活动预热状态下:
划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,
最终以活动是订单结算页价格为准。
*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。
 公司地址:中国 江苏 睢宁鑫和工业园
公司地址:中国 江苏 睢宁鑫和工业园  联系人:王先生
联系人:王先生 电话:13852229780
电话:13852229780





 关闭返回
关闭返回